砂輪根據(jù)不同的加工要求被設(shè)計(jì)成不同的形狀。砂輪按照形狀可以分為:平形砂輪、筒形砂輪、雙斜邊砂輪、杯形砂輪、碗形砂輪、碟形砂輪等。不同形狀的砂輪也有很成千上萬(wàn)中規(guī)格


不同的使用目的對(duì)應(yīng)著不同的磨削工藝方案及其磨頭結(jié)構(gòu),形式多種多樣,有的可能是為了結(jié)構(gòu)簡(jiǎn)單,制造成本低,采用最簡(jiǎn)單的連張緊輪都不用的砂圈磨頭

高速鋼銑刀怎么磨?高速鋼材質(zhì)銑刀砂輪-CBN砂輪/樹(shù)脂結(jié)合劑砂輪/立方氮化硼砂輪

西安英隆金剛石陶瓷磨盤,采用國(guó)內(nèi)一等金剛石原料和優(yōu)質(zhì)陶瓷結(jié)合劑砂輪生產(chǎn)。此種砂輪廣泛應(yīng)用于寶石,外延片,鋯石,硅片的拋光, 陶瓷、半導(dǎo)體材料、磁性材料、刀具、精密彈簧
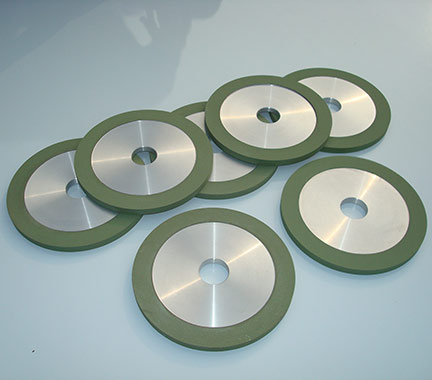
陶瓷結(jié)合劑金剛石砂輪優(yōu)點(diǎn):強(qiáng)度高耐熱性能好,切削鋒利,磨削效率高,磨削過(guò)程不易發(fā)熱和堵塞,熱膨脹量小,控制加工精度,高耐磨性和較少的浪費(fèi)和消耗.

外圓磨削主要在外圓磨床上進(jìn)行,用以磨削軸類工件的外圓柱、外圓錐和軸肩端面。磨削時(shí),工件低速旋轉(zhuǎn),如果工件同時(shí)作縱向往復(fù)移動(dòng)并在縱向移動(dòng)的每次單行程或雙行程后砂輪相


